


入谷のaitendo実店舗は閉店するらしいです
色々と怪しい電子部品も扱う事で一部で人気だったaitendoの入谷の実店舗ですが2026年4月5日で閉店するという事です。
もともと秋葉原に店舗があったのを閉店して入谷で店舗を再開したのが2年前くらい。さすがに入谷は秋葉原のついでに行くには場所が微妙すぎたかなあ。通販は続けるみたいだし、秋葉原で適切な店舗が見つかれば再開を目指すとの事なので期待しましょう。
現在お別れセール開催中
https://www.aitendo.com/news#whatnew_data288

KiCad v10がリリースされます
基板Cad、KiCadですがいよいよバージョンが2桁になってv10がリリースされるようです。ロードマップで2026年2月となっていたので予定通りですね。現在はリリース候補(RC版)としてVersion 10.0.0-rc1.1 が公開されています。正式版はおそらく2月末くらいにはリリースされると思います。
https://www.kicad.org/blog/2026/02/KiCad-Version-10.0.0-Release-Candidate-1-Available/
かなり大規模に機能追加が行われているようで、昨年末頃の開発ブログでは新機能の数を数えようとしたけど諦めた、みたいな事が書かれていました。
ダークモードの追加、ツールバーカスタマイズ、派生設計を補助するバリアントサポート、画面上での完全な実寸表示、まあ一杯あるようです。
取り合えずRC版を起動してちょっと触った感じではほぼ今までと同じ感覚で使えると思います。ただ3Dビューワで見た時にマスクの色が濃くてパターンの様子が見えないのだけど、これは単にマスクのデフォルト色の設定の問題かな。
後もうひとつ、v10でアナウンスされて気になっていたのがPython APIで、v10で新規設計のKiCad IPC API が導入されて今までの(swig版)Python APIが無効化される、という話があったのだけど、RC1.1を触った所ではv9と変わっていないようです。
IPC API の組み込みはされているけど設定でディセーブルされていてswig版も使えるという開発途中だったv9.99と同じ状態のようです。
ここはまあ正式版リリース時にどうなるかはわかりませんけど、まあ今までのPythonアドオンなんかが突然使えなくなるような事はしないのではないかなあ。
SwitchBot AI アートキャンバス

SwitchBot の新しい製品「AI アートキャンバス」、興味があったので予約していて届くのは年明けくらいと言うアナウンスだったと思うのだけど、もう届いた。
フルカラー電子ペーパーを使用した、フォトスタンドのようなもので、これは一番小さい7.3インチだけど13.3インチ、31.5インチのモデルもある。
表示するのは名画ギャラリー的な奴から選ぶかAIで適当なプロンプトから生成する、あるいは自分で準備した好きな画像を送り込んで、スライドショー的な事ができる。至近距離で見るとドットが気になると言えば気になるのだけど質感は悪くないんじゃないかな。
ただし画像の書き換えの際に全面チカチカしながら20秒ほどかかるので、頻繁に書き換えるにしてもせいぜい数時間に1度程度のような使い方になると思う。電池は週に1度の書き換えで2年間持ち、電池が切れても最後の画像が表示されたままの状態になるのでデバイスの特性的には非常にマッチしている。
ギャラリーの方は Beta という表示があるので今後変わっていくと思うのだけど何でもあるわけではなく、知ってるなあという絵画がちらほらある感じ。AI 生成がセールスポイントなのだと思うけど、サブスクで JPY590/月 をどう思うかだな。ちょっと厳しいかも。
7.3インチだとやはり小さい。どうせ表示するなら31.5インチモデルとかが欲しくなるけど25万円かー。
Gmailの外部POP3機能廃止の件
2025年10月のニュース。
Gmail、POPのサポートを2026年1月に終了へ。海外のGmailユーザーへ順次案内中
Gmailの外部POP3取り込み対応廃止という事。Gmailをメールクライアントとして使っている人に取っては結構重大な問題で、各所で話題になってたりするのだけど、今言われている対策としては
- IMAPに切り替える。ただしPCのWeb版では使えない。
- 外部サーバーのメールをGmailに転送する。ただしGmail側でSPF/DKIM認証の関係でうまく転送されない事がある。
- メールクライアントを別のソフトに切り替える。しんどい。
- Googleの有料サービスである Google Workspace に切り替える。月額800円くらい、うーむ。
という事で、今までさくらインターネットのメールをGmailで使っていたのだけど、何とかしないといけないようです。
それでさくらインターネットに問い合わせた人がいて現在公式の対応のアナウンス待ちという事だったんだけど、今日対応がアナウンスされました。
結果……。
結局さくらインターネットの公式見解はメールクライアントを別ソフトに切り替えろ、という事らしい。これは困ったぞ。
WebModular2を公開しました
https://g200kg.github.io/webmodular2/
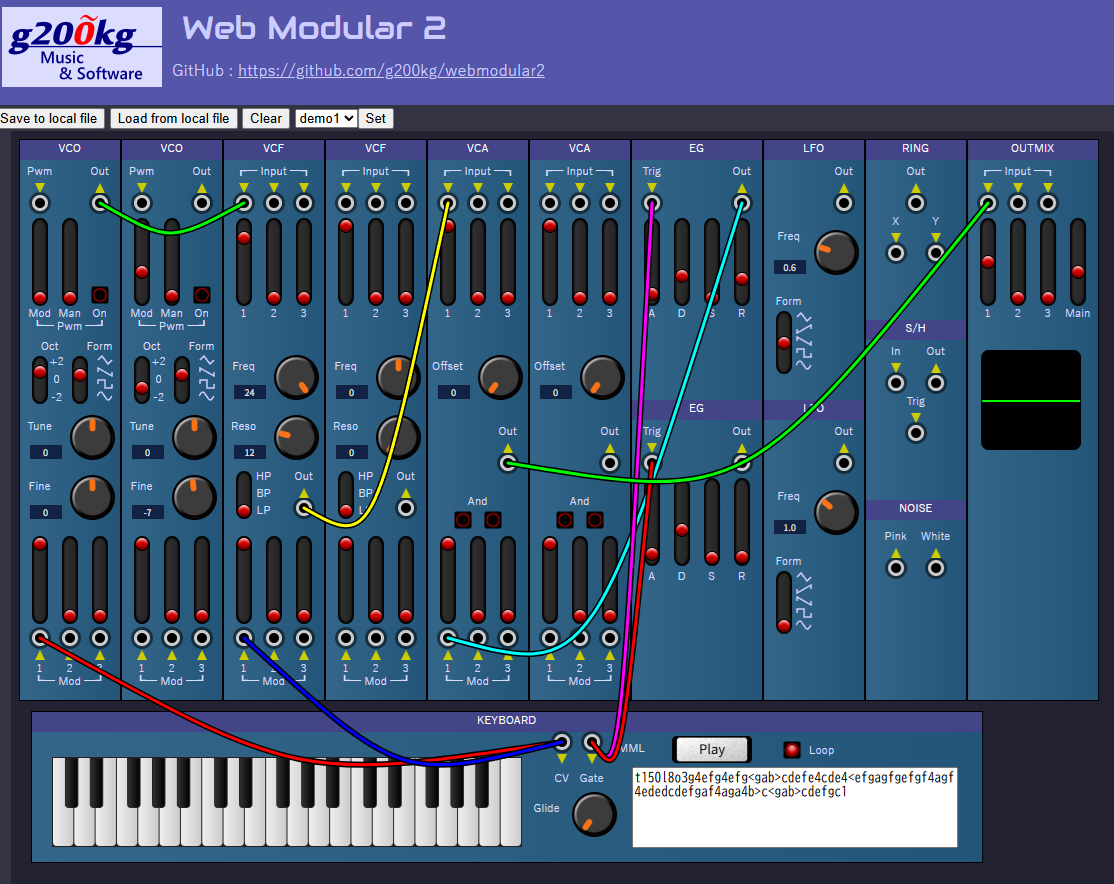
昔作ったWeb上で動作するモジュラーシンセ「WebModular」というのがあって、今でも一応動作するのですが、さすがに古くてパフォーマンス的に辛いので「WebModular2」として作り直しました。
GitHubで公開しています。 https://github.com/g200kg/webmodular2
元のWebModularを作った時はまだオーディオ系Web APIとしてChromeのWeb Audio API と Firefoxの Audio Data API がそれぞれ別個に開発を進めていた時代で、今後どうなるか未確定だったので信号処理としては Pure Javascript で波形生成まで実行していましたが、今ならWeb Audio API 一択になりましたので、信号処理の中身は各ノードにまかせてパフォーマンスとしては楽になりました。
その代わりに標準的に用意されているノードを逸脱するような機能を入れようとすると中々面倒な事になります。フィルターのサチュレーション特性に小細工したり、オシレータに機能を追加したりというのは標準のノードではできず、AudioWorkletを駆使すれば実装はできるけどパフォーマンス向上の利点も失うという深みにはまりそうです。
という事である程度妥協しつつ現状で書くならこんな所かな、というレベルで書いてみましたので、適当に触ってください。
QualcommがArduinoを買収した件
あちこちで話題に上がってますね。どうなんかなあ。界隈を観測する限りでは期待半分、不安半分という趨勢かな。まあ、今までみたいに気軽に壊しても諦めがつくレベルのHWじゃなくなる可能性は結構あると思う。
WordPressって……
DBの切り替えのついでにCMSもWordpressに切り替えて、一応それらしい感じにはなったかなと思う。
今までWordpressは触ってなかったのだけど、なんというか機能が細切れで動作の全体像が掴みにくい感はあるかなあ。それと今までがスタティックベースだったのでやっぱり動作が重いケースがあるのはちょっと気になる。辞典の索引を作るのにサブループをぶん回していたりするのでしょうがないのだけど。
サイトキャッシュ頼みでいいか、別の対処をするべきか迷う。
テスト2
CMSを切り替えたのでfeedのテストです。
