


« 2020年01月 | 2020年02月のアーカイブ | 2020年03月 »
2020/02/28
DMMでユーロラックケースのサイドパネルを公開
ユーロラックのケースを自作する際に使うレールとして、取り合えず入手しやすいという事でタカチのサブラック用フロントレール FFR-43N ( +バーナット BN43-M3 )を使う方は多いのではないでしょうか。レール自体の幅がかなりあるのでサイドパネルだけなんとかすればまあまあそれっぽい感じにできるというのもあるし、自作系の人にはお馴染みの秋葉原のマルツ等で手に入るという事もあります。
問題としては一般的にモジュールに付いてくる M3 x 6mm ではモジュールを固定できず、M3 x 10mm ネジを別途準備しないといけないというのはあるんですけどね。
で、後はサイドパネルをどうするか。木材やアルミ板等で工作するというのが一般的かと思いますが、これを3Dプリンタで作れるように、DMM.make の 3D プリント・クリエイターズマーケットという所に FFR レールに適合するサイドパネルを登録して公開しました。どなたでも DMM.make にサイドパネルを注文できます。
DMMクリエイターズマーケット eurorack_side_2
サイドパネルを固定するネジはレールに付属のものが使えます。
組み立てるとこんな感じになります。
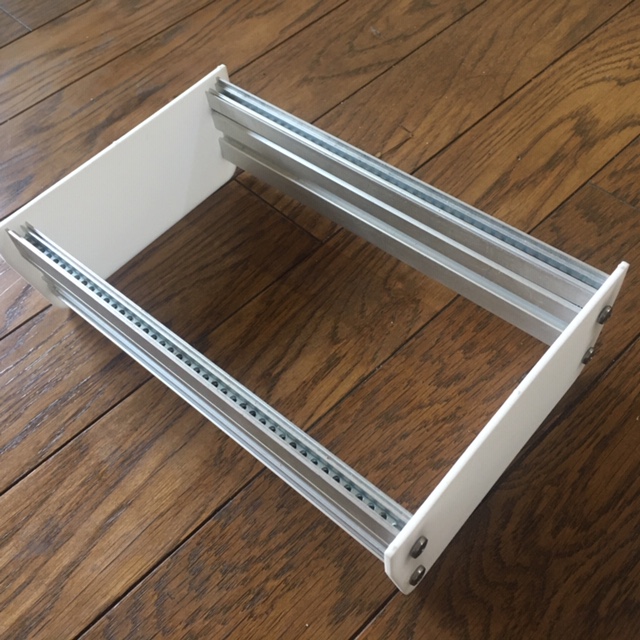
※ なお、この写真のレールは FFR-22N で 42HP のものですが、現在は生産終了となっており、現行の商品は 84HP の FFR-43N のみとなっています。
なお、DMMの3Dプリントは注文を受けてから印刷を開始して発送されますので、今の実感としては4~5日くらいで届くというイメージですが週末をはさんだりするとそれだけ長くかかる感じです。
とにかく手間を省きたいという場合はこれでいかがでしょうか。
posted by g200kg : 9:22 PM : PermaLink
2020/02/16
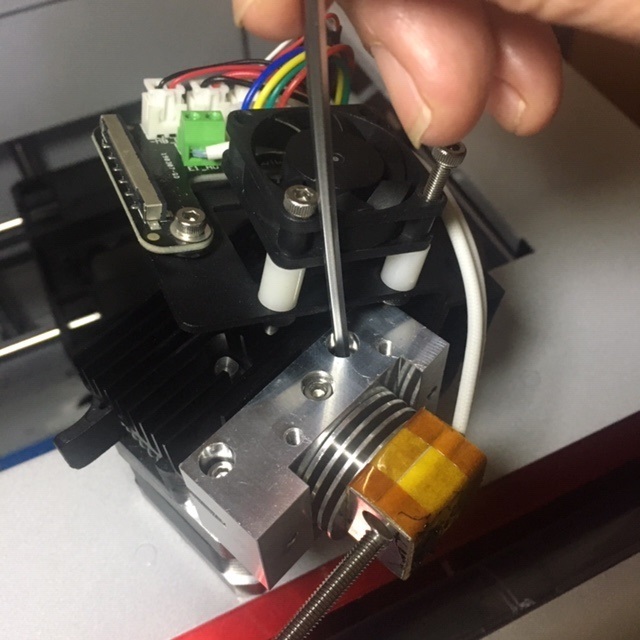
3Dプリンタ QIDI X-Smart の分解掃除
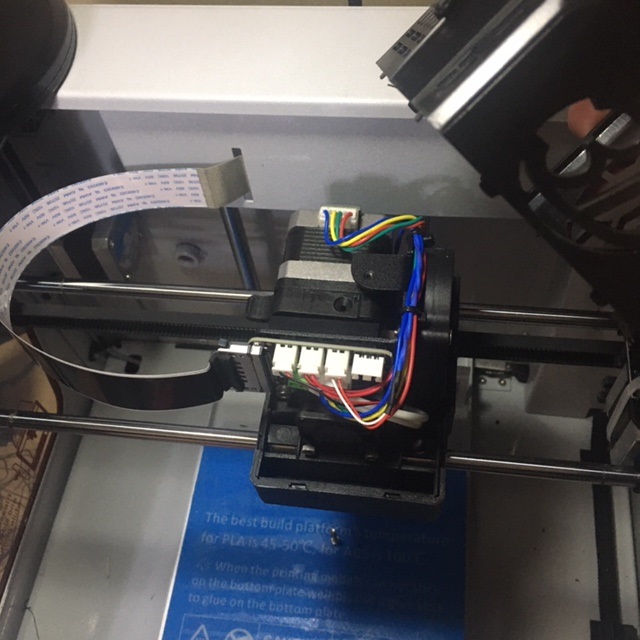
相変わらず3Dプリンタで遊んでますが、PETGフィラメントの様子もわかったし次はABSフィラメントにするか、と始めた所でトラブルです。ノズルが完全に詰まってしまいました。
原因は一目瞭然で、供給側のフィラメントが絡まって送れなくなり焼け焦げてしまったようです。そういえば今回のフィラメントは安いのを買ったのだけど前のに比べると巻き方が適当な感じなのは関係してるのでしょうか...。
今までにもちょっと詰まったりした事はあったのですが、フィラメントを無理やり押し込んだりする事で解消できていました。今回の詰まりはどうやっても動かないかなり頑固な詰まりのようです。
しょうがないので分解する事にしました。
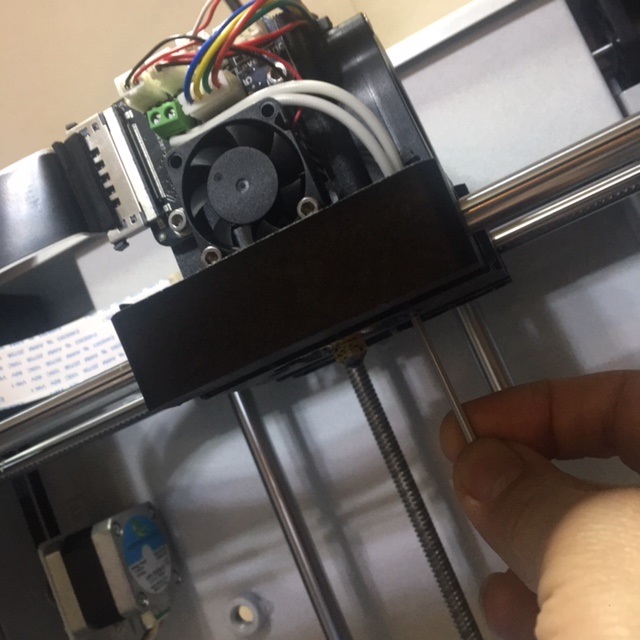




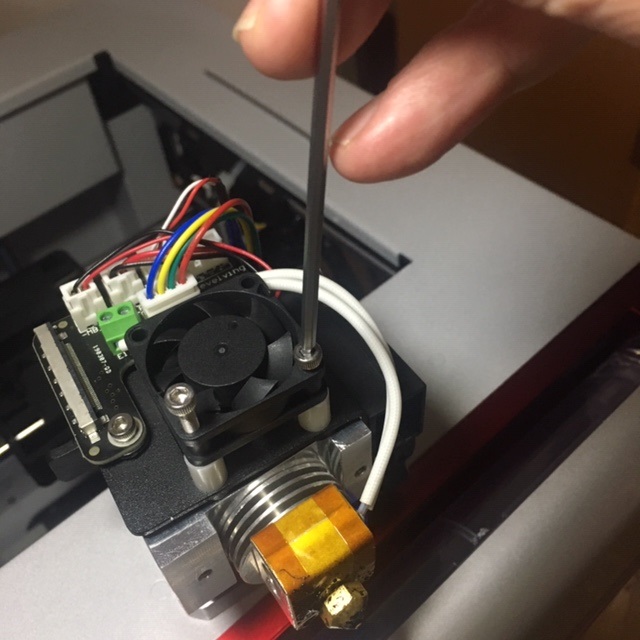


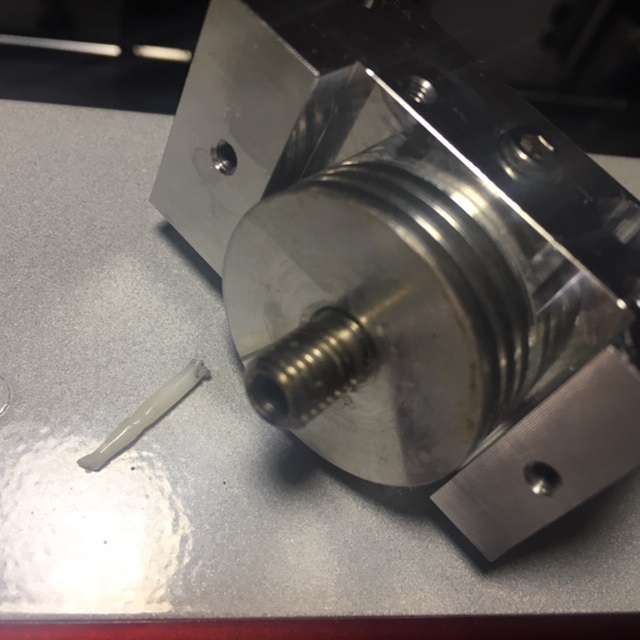

という事でなんとかなりました。
しかしこういうトラブルはまあまあの頻度で起こっているらしい、にしては難易度は高めですね。
界隈では「どこのご家庭にもある3Dプリンタ」みたいに言われたりしますが、それなりの覚悟は必要ですかね。まあQIDIはサポートが懇切丁寧という評判なので頑張っていると思います。
posted by g200kg : 4:30 AM : PermaLink
2020/02/04
PETGフィラメントを使いたい
3Dプリンタ初心者なのでまだ色々と手探りですが、綺麗に出力するのはなかなか難しいです。
現在の状況をまとめると...
まず3Dプリンタで使うフィラメントの素材はPLAとABSが代表的なのですが、それぞれ特徴があります。PLAは最も3Dプリンタで出力しやすく、最初プリンタに付属していたフィラメントもこれ。ただし熱に弱く、硬くてもろい。ABSは一般的にも良く使われるプラスチックで、ある程度の靭性があり、PLAより熱にも衝撃にも強い。ただし反りが発生しやすく、糸引き現象も起こりやすい。あと印刷中くさい。
という所でPLAとABSの中間的なフィラメントが登場、これがPETG。くさくない。多少靭性があり、衝撃や熱に対する強度はPLAとABSの中間。糸引きはあるものの反りはほとんど起こらない。これからはPETGだぜ!
という記事をどこかで見て、PETGフィラメントを買ってみたわけです。ペットボトルに使われているPETを改良したものらしいです。
で、やってみたのですが時々表面にフィラメントのゴミの塊みたいなのがへばりつきます。印刷の度にノズルの出口あたりに樹脂のクズがべっとりと付くので、この辺が問題なのだろうなとは思うけど、どうやら、デフォルトのパラメータで気軽に使うというわけには行かなさそうです。
しょうがないので最適な温度を探る事に。

PETGフィラメントの仕様によれば印刷温度は220℃~250℃となっているので10℃ずつ変えて出力。ちなみにこのモデルは3DBenchyと言う3Dプリンタのベンチマーク用に良く使われる船のデータです。残念ながらフィラメントが黒色なので凄く見づらい。
220℃あたりだとどうやら船尾の平面とか天井部分とか、何でもない平面の所にゴミが発生しやすい。思うにノズルから出た直後の粘性が高すぎてノズル周りに残り、周りを巻き込んでしまうのではないかという気がする。
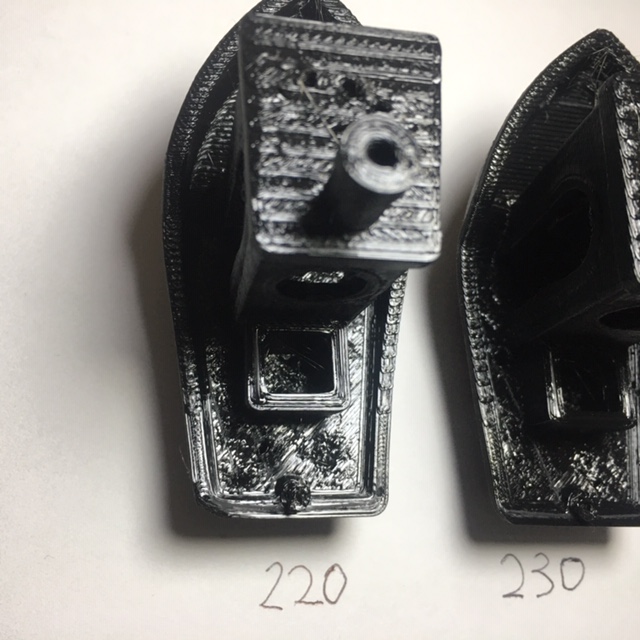
温度が高い方がゴミの発生率が低いようだ。

一方で250℃あたりになると船の舳先周辺に妙な糸引きが発生する。これは多分問題なく掃除できそうではあるけど。

船首の裏側あたりがあんまり綺麗じゃない。温度高目の方がましにはなる。


という事でプリンタのPETGの設定は220℃がデフォルトだったのだけど、今後240℃あたりで使ってみようかと思う。なお設定は温度以外にも速度や引き戻し量など色々あるので本当に最適な条件を探るのはかなり大変。
家庭用3Dプリンタが出てからかなり経った今なら、もうこんな試行錯誤しなくてもさくっと良い感じに使えるかと思ったのだけど、そういうものでもないらしい。
posted by g200kg : 8:05 AM : PermaLink
« 2020年01月 | 2020年02月のアーカイブ | 2020年03月 »
-->
g200kg